Prethodno poglavlje | Pocetna
strana | Sledece poglavlje
1. OBRADA METALA REZANJEM
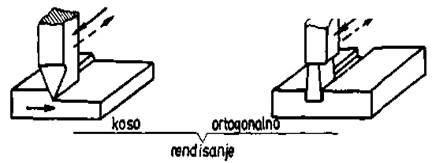
Rezanje se sastoji u prodiranju reznog alata u materijal.U oštem
slučaju razlikuju se koso i ortogonalno rezanje .Ako je pravac relativnog
kretanja između materijala i obratka pod nekim uglom u odnosu na
sečivo reznog alata to je koso rezanje(sl.1.1a) dok je ortogonalno
rezanje specijalan slučaj kosog rezanja kada je pravac relativnog kretanja
između alata i obratka normalan na sečivo reznog alata (sl.1.1b).
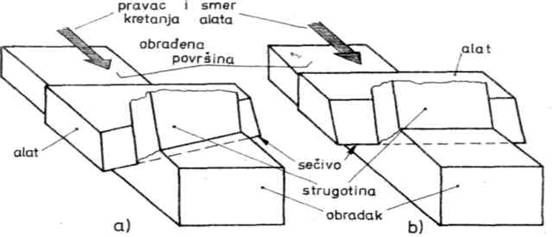
Sl.1.1-Prodiranje reznog klina alata u
material pri:
a) kosom i b)
ortogonalnom rezanju
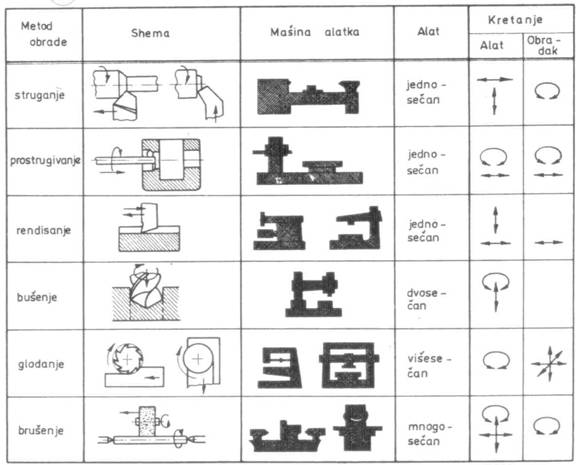
Rezanje se obavlja pri strogo određenoj
kinematici relativnog kretanja između alata i obratka,gde se definišu
glavno i pomoćno kretanje .Glavno kretanje određuje brzinu kretanja,a
izvode ga alat ili obradak i može biti kružno ili
pravolinijsko.Pomoćno kretanje takođe može biti kružno ili
pravolinijsko.Glavno i pomoćno kretanje u određenoj kinematici
kretanja alata i obradka definišu metod obrade.Jedan metod obrade
može imati samo jedno glavno i jedno ili više pomoćnih
kretanja.Metodi su:
● struganje
● rendisanje
● bušenje
● glodanje
● brušenje
Kada alat deluje na materijal obratka
koji skida,prvo ga elastično deformiše ,a zatim i plastično,i to
u jednoj lokalnij zoni,zoni rezanja,dolazi do stvaranja strugotine.
Faktori koji utiču na tok procesa rezanja
rezultiraju preko dva faktora –tj.preko glavnih faktora obrade a to su:brzina
rezanja i sile rezanja.
Vektorski plan brzina u zoni rezanja čine
tri brzine:brzina rezanja,brzina smicanja strugotine i brzina
kretanja strugotine po površini alata.
Rezni klin alata prodire u material obratka pod dejstvom mehaničke sile sile rezanja.Sila koja je po intezitetu i pravcu jednaka sili rezanja,a suprotnog je smera i opterećuje rezni klin alata naziva se otpor rezanja.
Na sl.1.2. prikazan je uprošćeni
model sila rezanja ,koje se pojavljuju pri ortogonalnom rezanju ili koje se
pojavljuju u normalnom preseku pri kosom rezanju.Sila rezanja F,kao rezultanta
,može se razložiti u dve međusobno normalne komponente .U ovom
slučaju uzima se pravac brzine rezanja i odgovarajući normalan
pravac,tj.pravac normalan na obrađenu površinu.
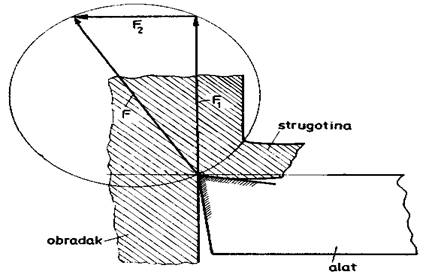
Sl.1.2.Sile pri ortogonalnom rezanju
F1-glavna sila
rezanja
F2-sila
prodiranja,tj.sila koja je normalna na obrađenu površinu
1.1. Struganje
Struganje je koso rezanje.Jedino pri odsecanju
(ili usecanju),kada je sečivo alata paralelno sa osom obratka struganje je
ortogonalno rezanje(sl.1.3).
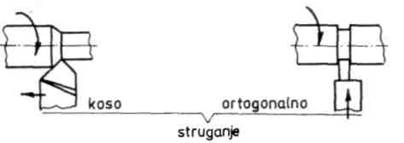
Sl.1.3.Koso i ortogonalno struganje
Kod struganja obradak izvodi glavno obrtno kretanje dok alat izvodi
pomoćno pravolinijsko kretanje ,koje je u kinematičkoj vezi sa
glavnim kretanjem(sl.1.4).
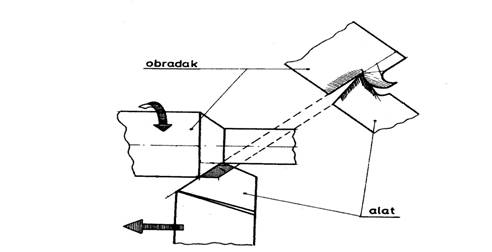
Sl.1.4.Šema struganja
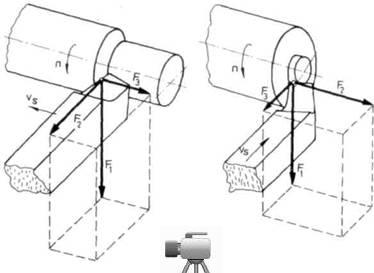
Na sl.1.5. prikazane su komponente otpora rezanja za slučaj uzdužnog i porečnog struganja.Rezultujući otpor rezanja može se razložiti u tri komponente međusobno normalnih pravaca.To su:
F1-glavni otpor rezanja
F2-otpor prodiranja koji je normalan na
obrađenu površinu, i
F3-otpor pomoćnog kretanja
a)
b)
Sl.1.5.Komponente otpora rezanja pri a )
uzdužnom i b )poprečnom struganju
Struganje je postupak za izradu bilo kog
cilindričnog oblika.
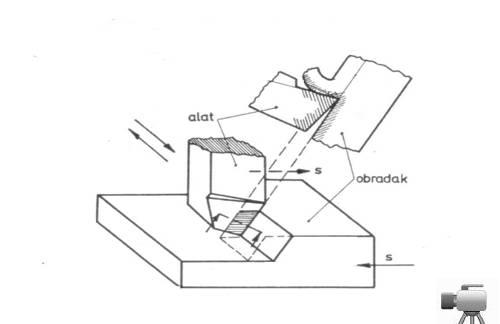
1.2. Rendisanje
Rendisanje je u opštem slučaju koso rezanje dok pri usecanju
žljebova nastaje ortogonalno rezanje(sl.1.6).
Sl.1.6-Koso i ortogonalno rendisanje
Kod rendisanja alat i obradak izvode pravolinijsko kretanje.Na kratkohodnim
rendisaljkama alat izvodi glavno a obradak pomoćno kretanje dok je na
dugohodnim rendisaljkama obrnuto.Glavno kretanje je prekidno-obavlja se u
okviru duplog hoda(radni i povratni), pa je i pomoćno takođe
prekidno(sl.1.7).
Sl.1.7.Šema rendisanja
Rendisanje je po procesu rezanja indentično struganju,tako da su i
glavni faktori obrade isti.Međutim,proces rendisanja je prekidan.Pri
ulasku i izlasku alata iz materijala,dolazi do udarnog dejstva,što
nepovoljno utiče na sam proces rezanja,a posebno na postojanost alata.
Na sl.1.8.prikazane su komponente otpora rezanja pri rendisanju.
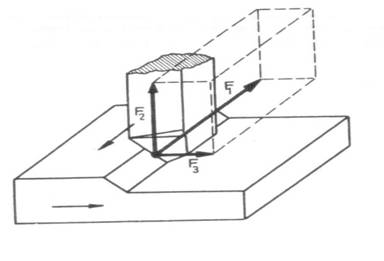
Sl.1.8.Komponente otpora rezanja pri rendisanju
F1-glavni otpor
rezanja
F2-otpor prodiranja
koji je normalan na obrađenu površinu, i
F3-otpor
pomoćnog kretanja
Rendisanje je postupak skidanja sloja određene debljine.
1.3. Bušenje
Bušenje je koso rezanje. Pri bušenju oba kretanja izvodi alat-zavojna
burgija.Glavno obrtno kretanje i pomoćno pravolinijsko kretanje nalaze se
u kinematičkoj vezi(sl.1.9).
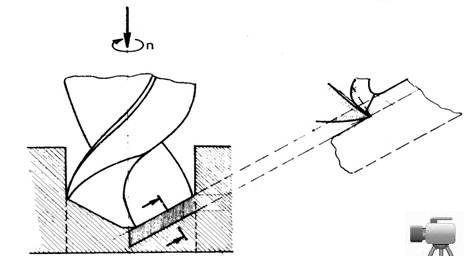
Sl.1.9.Šema bušenja
Pri bušenju burgija trpi visoka naprezanja zbog dejstva otpora
rezanja,značajnih dopunskih deformacija strugotine i trenja između
strugotine i površine otvora.Pri bušenju na sečivo reznog alata
deluje neki rezultujući otpor rezanja koji se može razložiti na
tri komponente.Za svako sečivo posebno,postoje po tri komponente
otpora(sl.1.10),i to su:
F1-glavni otpor rezanja,koji je normalan na radijus poteg tačke
sečiva u kojoj deluje rezultujući otpor
F2-otpor prodiranja koji je normalan na obrađenu površinu i
F3-otpor pomoćnog kretanja koji je paralelan sa osom burgije.
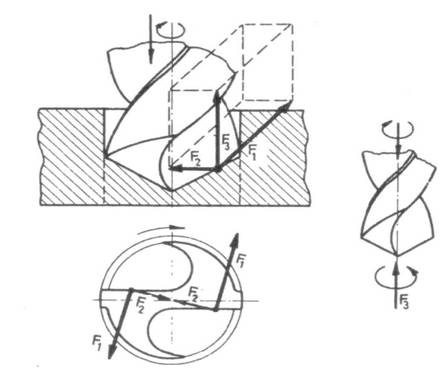
Sl.1.10.Komponente otpora rezanja pri bušenju
Bušenje u širem smislu podrazumeva:
1)bušenje u užem smislu reči-izrada rupa i otvora
alat:burgija
2)proširivanje-povećanje prečnika postojećih rupa i
otvora
alat:proširivač
3)razvrtanje-fina obrada unutrašnjih strana rupa i otvora
alat:razvrtač
4)upuštanje-obrada ulaza rupa i otvora
alat:upuštač
5)zabušivanje-izrada plitkih rupa sa ciljemcentriranja
alat:zabušivač
1.4. Glodanje
Pri glodanju,koso rezanje nastaje pri radu valjkastim glodalima sa zavojnim
zubima,a ortogonalno pri glodanju sa pravim zubima(sl.1.11).
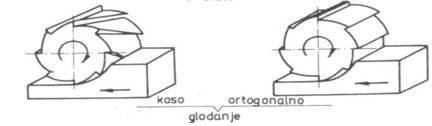
Sl.1.11.Koso i ortogonalno rezanje
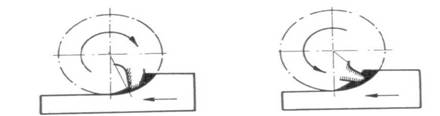
Glavno obrtno kretanje izvodi višesečni alat-glodalo,a
pomoćno pravolinijsko kretanje izvodi obradak.S obzirom na mogući
smer kretanja alata i obratka razlikuju se istosmerno (sl.1.12a) i suprotnosmerno
glodanje(sl.1.12b).Kod istosmernog glodanja brzina rezanja i brzina
pomoćnog kretanja imaju isti smer.U ovom slučaju debljina strugotine
se smanjuje od neke najveće vrednosti do nule ,kada zub glodala
napušta materijal.Kod suprotnosmernog glodanja debljina strugotine raste
od nule do neke najveće debljine.Na početku zadiranja zuba glodala u
materijal nastaje prethodno klizanje,što kvari kvalitet obrađene
površine.Iako pokazuje izvesna preimućstva u odnosu na suprotnosmerno,istosmerno
glodanje se manje primenjuje.
a)
b)
Sl.1.12.Glodanje a)istosmerno i
b)suprotnosmerno
Pri glodanju, u opštem slučaju,učestvuje više zuba
glodala istovremeno u procesu rezanja.Zbog toga se rezultujuća sila
rezanja dobija slaganjem sila po zubu glodala.Sile po zubu glodala su
različite po pravcu i intezitetu prema položaju zuba i prema trenutnoj
debljini strugotine.S druge strane,zbog periodičnog ulaska u
materijal,sila glodanja je neravnomerna(sl.1.13 i sl.1.14 ).
F1(i)-glavni otpor rezanja i-tog zuba
F2(i)-otpor prodiranja i-tog zuba koji ima
radijalan pravac u odnosu na glodalo.
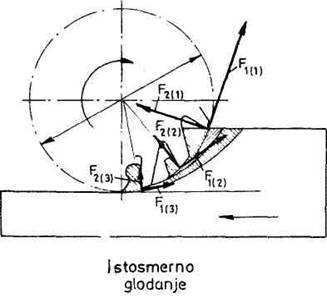
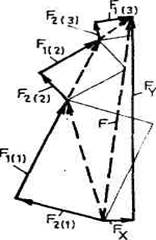
Sl.1.13.Šema sila pri istosmernom glodanju
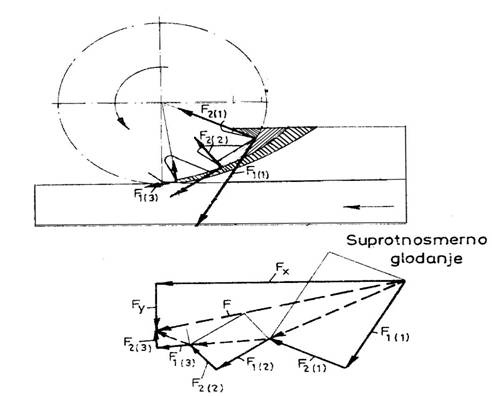
Sl.1.14.Šema sila pri suprotnosmernom glodanju
Najveća sila se pojavljuje neposredno pred izlazak prvog zuba iz
materijala dok su još tri zuba u zahvatu.U trenutku izlaska prvog
zuba iz materijala ukupna sila pada na najmanju vrednost.Tada su u zahvatu samo
2. i 3. zub,da bi kasnije počeo rezati i zub 4.,pa su ponovo u
zahvatu tri zuba 2,3.i 4.zub,itd.Na taj način,sinhrona sa brojem zuba u
zahvatu ukupna sila se kreće u rasponu između najveće i najmanje
vrednosti(sl.1.15).Ukupni momenat se dobija kao superpozicija sila na jednom
zubu glodala.
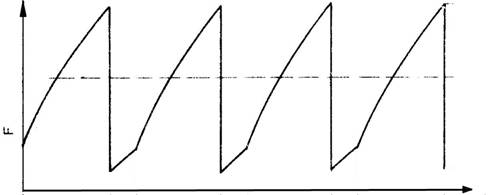
Sl.1.15.Dijagram promene ukupne sile otpora pri
istosmernom glodanju
1.5. Brušenje
Brušenje predstavlja proces skidanja tankog sloja materijala u
zahvatima najfinije završne obrade.Obavlja se tocilima kao
mnogosečnim alatima za rezanje.Tocilo se sastoji od dva osnovna
materijala:sredstva za brušenje i vezivnog sredtva.Sredstava za
brušenje su abrazivna zrnca prirodnog ili veštačkog porekla,koja
obavljaju ulogu zuba alata.Vezivno sredstvo povezuje abrazivna zrnca u jednu
celinu.Broj abrazivnih zrnaca u jednom tocilu je vrlo veliki,a oblik,raspored i
orjentacija slučajni,pa se za tocilo ne može definisati geometrija.Na
sl.1.16. prikazana je šema spoljašnjeg brušenja sa komponentama
otpora rezanja.Tocilo izvodi glavno obrtno kretanje a obradak izvodi dva
pomoćna kretanja-jedno obrtno i jedno pravolinijsko.
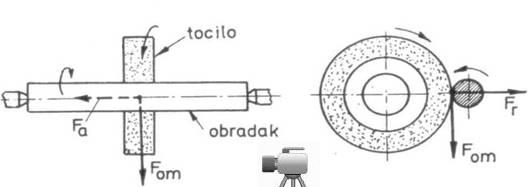
Sl.1.16.Komponente otpora rezanja pri
spolašnjem brušenju
Fom-glavni otpor rezanja
Fr-otpor prodiranja
Fa-otpor pomoćnog kretanja
1.6. Strugotina
Materijal na koji deluje alat prvo se elastično deformiše a zatim
i plastično u to u jednoj lokalnoj zoni,koja se naziva zona
rezanja,pri čemu dolazi do stvaranja strugotine.
S obzirom da je elastično deformisanje neznatno u odnosu na
plastično,to je proces rezanja lokalno plastično deformisanje sa
razdvajanjem po određenim površinama.Zona ograničena
krivolinijskim trouglom OLM(sl.1.17)predstavlja zonu rezanja ili zonu stvaranja
strugotine.To je, u stvari lokalna zona između materijala obratka i
strugotine u kojoj se neprekidno vrši plastično deformisanje i
odvajanje materijala.
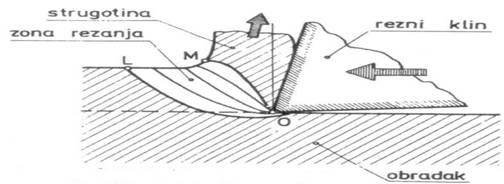
Sl.1.17.Granice zone rezanja
Na sam proces stvaranja strugotine utiče veliki broj faktora ,pa
postoji više vrsta strugotine.U zavisnosti o toga koji je faktor u datim
uslovima dominantan,dobija se i određeni tip ili vrsta strugotine.
Faktori koji utiču na proces stvaranja strugotine su(sl.1.18.):
-
materijal obratka
-
materijal alata
-
mašina alatka
-
SHP(sredstvo za hlađanje
i podmazivanje)
-
geometrija alata
-
elementi obrade
-
upravljanje oblikom
strugotine
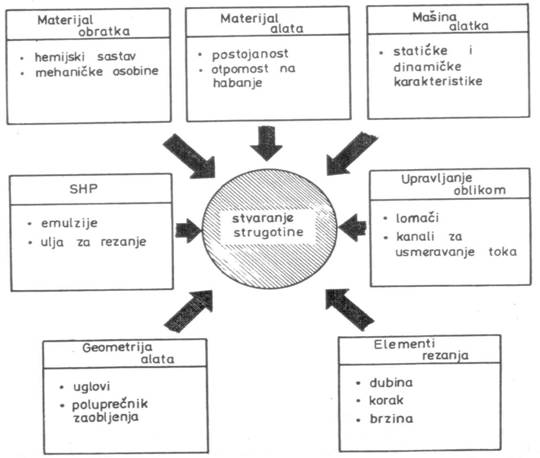
Sl.1.18.Faktori koji utiču na proces
stvaranja strugotine
Materijal obratka utiče na proces stavaranja strugotine tako što
sa povećanjem tvrdoće i smanjenjem žilavosti se dobija
kraća strugotina.Materijal alata sa postojanošću prema stvaranju
kratera utiče na oblik strugotine.Mašina alatka sa statičkim i
dinamičkim karakteristikama utiče tako što zbog pojave vibracija
dolazi do dopunskih opterećenja i loma strugotine.Primena sredstava SHP se
smanjuje temperatura u zoni rezanja i temperatura strugotine što
olakšava lom strugotine.Pravilan izbor geometrije dovodi do stvaranja
željenog oblika strugotine dok se može i upravljati
veličinom delova strugotine tj.upravljati pravcem odvođenja iz
zone rezanja.
Pored klasične podele na kidanu,rezanu i trakastu strugotinu svi
oblici strugotine mogu se podeliti u deset različitih vrsta,sa tri
grupe(sl.1.19),a prema kriterijumima koji se odnose na bezbednost proizvodnog
radnika,transport strugotine i mogućnost oštećenja obrađene
površine ili nekog drugog elementa obradnog sistema.To su:
-grupa nepovoljne
-grupa dobre i
-grupa strugotine koja zadovoljava
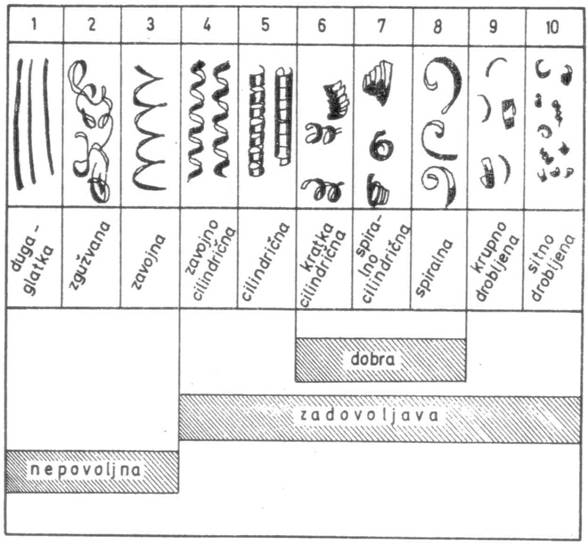
Sl.1.19.Klasifikacija oblika strugotine na vrste i
grupe
1.7. Rezni alati
Rezni alat je deo obradnog sistema rezanja,koji direktno deluje na obradak
skidajući sloj materijala(strugotinu) i izvršava sam proces
rezanja.Oblik,mere i dr.reznih alata zavise od metoda obrade i drugih
tehnoloških uslova.Od reznog alata zavisi:kvalitet i tačnost,proizvodnost
i ekonomičnost obrade.Alati se pre svega mogu podeliti prema broju
sečiva(sl.1.20).
Sl.1.20.Podela alata prema broju sečiva
Saglasno već navedenim metodama obrade standardni oblici reznih alata
mogu biti:
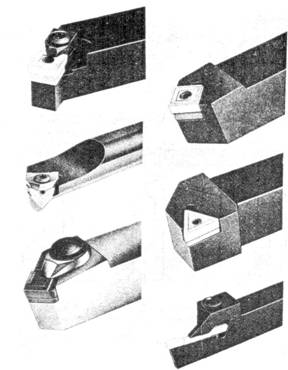
Strugarski noževi-služe za izvođenje zahvata pri
struganju.Izrađuju se sa drškom kvadratnog i pravougaonog
poprečnog preseka,izuzev noževa za unutrašnju upotrebu ,kod
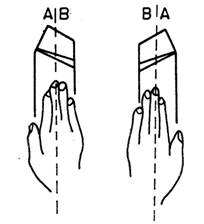
kojih je drška kružnog poprečnog preseka(sl.1.21a).Mogu biti
levi ili desni koji se definišu prema šaci ruke (sl1.21b) i
izrađuju se od brzoreznog čelika.Strugarski noževi se
izrađuju i od tvrdog metala i to sa lemljenim pločicama od tvrdog
metala(sl.1.22a) ili sa okretnim pločicama od tvrdog metala(sl.1.22b).
a)
b)
Sl.1.21.Strugarki noževi od brzoreznog
čelika
a)oblici b)levi i desni
nož
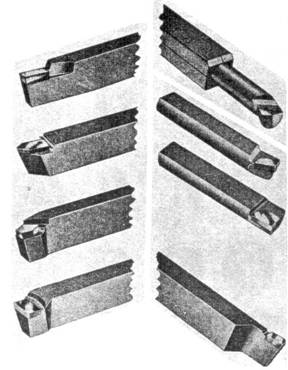
a)
b)
Sl.1.22.Strugarski noževi od tvrdog metala
a)sa lemljenim
pločicama b)sa okretnim pločicama
Noževi za rendisanje-Za rendisanje se upotrebljavaju tzv.kukasti
noževi za rendisanje tj.noževi sa savijenom
drškom(sl.1.23).Drška ovih noževa izrađena je od
konstrukcijonog čelika.
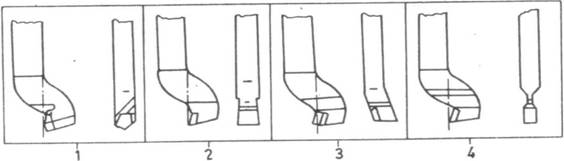
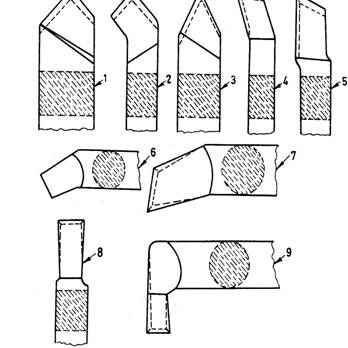
Sl.1.23.Noževi za rendisanje:1-za
uzdužnu obradu,2-za uzdužnu finu obradu
3-za obradu bočnih površina,4-za odsecanje
i usecanje
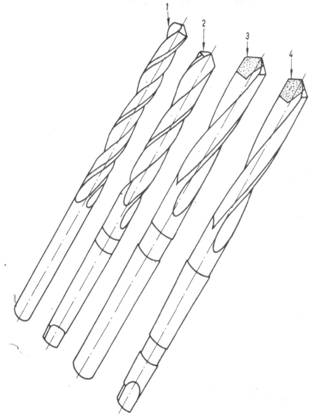
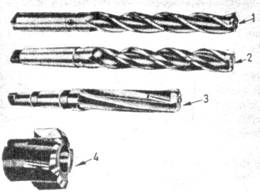
Alat za obradu bušilicama-Za izradu rupa i otvora služe
burgije.Najprostiji oblik burgije je tzv.ravna burgija(sl.1.24b).Ova burgija se
upotrebljava za bušenje u tvrdim manganovim čelicima.U većoj
upotrebi su zavojne burgije-dvosečni alat sa dva zavojna žljeba za
izbacivanje strugotine.Burgije se izrađuju uglavnom od brzoreznog
čelika ili sa umetcima od tvrdog metala(sl.1.24a).
a)
b)
Sl.1.24.Burgije a)zavojne
b)ravna
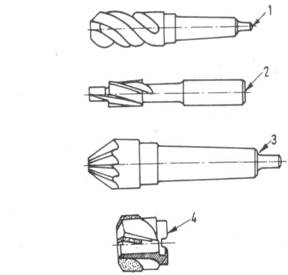
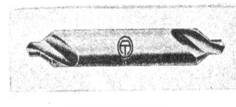
U skladu sa već nabrojanim metodama za bušenje u širem
smislu na sl.1.25 prikazani su odgovarajući alati.
a)
b)
b)
d)
Sl.1.25.Specijalni oblici burgije
a)upuštači b)proširivači
c)razvrtači d)zabušivač
Glodala-koriste se za izvođenje različitih zahvata glodanja kao
višesečni alati različitih oblika i konstrukcija.Glodala se
izrađuju od brzoreznog čelika ili tvrdaog metala sa umetnutim
pločicama ili noževima.Glodala pripadaju grupi vrlo složenih
reznih alata pa je njihova proizvodnja,eksploatacija posebno važna u
tehnologiji mašinske obrade.Neka od glodala prikazana su na
sl.1.26.Posebna grupa glodala su tzv.leđno strugana glodala (sl.1.26.
3-6)koja posle preoštravanja i smanjenja prečnika zadržavaju
oblik radijalnog profila.
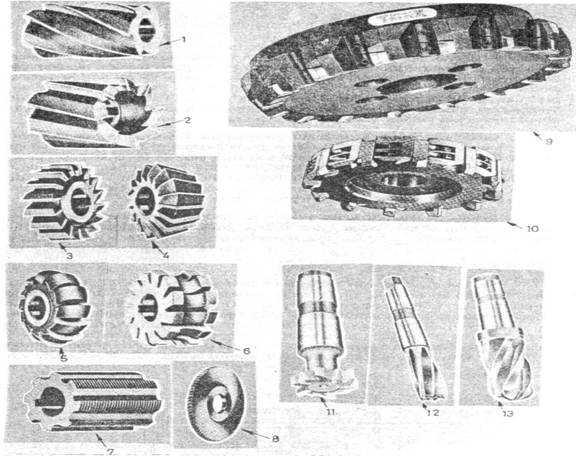
Sl.1.26Glodala:1-valjkasto,2-valjkasto
čeono,3-koturasto,4-ugaono,
5-polukružno ispupčeno,6-polukružno
udubljeno,7-za navoj,8-testerasto,
9-sa okretnim pločicama,10-sa umetnutim
noževima ,11,12,13-vretenasta
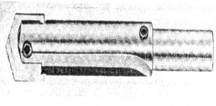
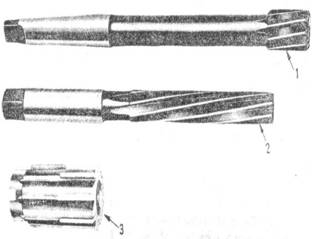
Provlakači-pripadaju grupi vrlo složenih i skupih reznih
alata i primenjuju se u serijskoj i masovnoj proizvodnji.Sastoje se od
drške koja služi za stezanje provlakača ,prednjeg rukavca,koji
služi za centriranje provlakača u otvoru koji se obrađuje,od
radnog dela za kalibrisanje.Dužina provlakača zavisi od dužine
otvora koji se obrađuje(sl.1.27).
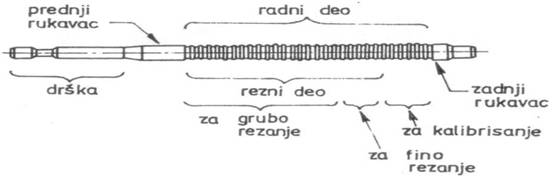
Sl.1.27.Provlakač za spoljašnje
provlačenje
Testere-Za sečenje materijala koriste se trakaste testere,testere u obliku
lista koje se postavljaju u okvir i kružne testere(sl.1.28).
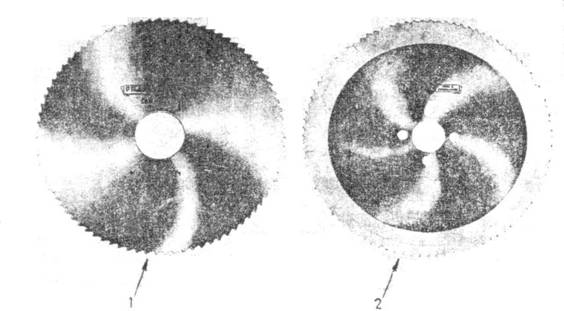
Sl.1.28.Kružne testere 1-izrađena
odjednom 2-sa kružnim segmentima
Alati za brušenje-su tzv.abrazivni alati tj.tocila(sl.1.29).Sastoje
se od dva osnovna materijala:abrazivnog i vezivnog. Finoća tocila
određuje se prema veličini zrna abrazivnog materijala.Vezivni
materijal tocila je biljnog,keramičkog,mineralnog ili metalnog porekla.
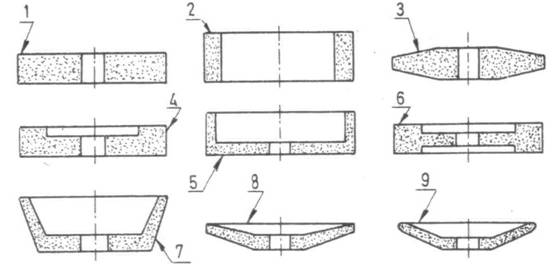
Sl.1.29.Osnovni oblici
tocila:1-koturasto,2-prstenasto,3-konusno,
4-koturasto sa jednostranim upustom,5-lončasto,6-koturasto
sa dvostranim upustom,
7-konično
lončasto,8-tanjirasto,9-tanjirasto profilno
Materijali za
izradu reznih alata:
-Alatna keramika:mineralokeramika koja se sastoji od keramike(Al2O3) uz
dodatak magnezijum monoksida(MgO) i hromoksida(CrO) i metalokeramika koja se
sastoji od keramike(Mo2C) i karbida
volframa(WC).U odnosu na tvrde materijale ima veću tvrdoću,bolju
toplotnu izdržljivost i veću otpornost na habanje,ali malu
žilavost.
-Supertvrdi alatni materijali:monokristalni tvrdi dijamant,alatni
materijali na bazi monokristalnog i polikristalnog sintetičkog dijamanta .
-Brzorezni čelici:zasnovani na bazi
vandijuma(W),volframa(V),hroma(Cr).Povećana produktivnost se postiže
dodavanjem kobalta(Co) i molibdena(Mo).Kvalitet alata od brzoreznog čelika
ne zavisi samo od njegovog hemijskog sastava već i od pravilne
termičke obrade.
-Tvrdi materijali:predstavljaju specijalne legure ugljenika(C) i teško
topljivih materijala karbidi volframa,vandijuma ,tantala,titana i dr.Mogu se
dobiti livenjem a karakteriše ih velika tvrdoća i velika otpornost na
habanje.
-Abrazivni materijal:od koga se prave abrazivni alati može biti
prirodnog (kvarc,korund ili dijamant) ili
veštačkog(elektrokorund,silicijumkarbid,veštački dijamant)porekla.
1.8. Mašine alatke
Mašine alatke pripadaju grupi mašina i predstavljaju uređen
skup međusobno povezanih elemenata i mehanizama,koji koristeći
energiju od pogonskog elektromotora u definisanom relativnom kretanju pokretnih
elemanata zajedno sa alatom vrše koristan rad.
Mašina alatka je u glavnom namenjena izvođenju jednog metoda
obrade.Najtipičniji prestavnici su:
●strugovi
-univerzalni strug
-produkcioni strug
-numerički upravljani strug
-revolver strug
-automatski strug
-vertikalni ili karusel strug
●rendisaljke
-kratkohodne rendisaljke(vertikalne ili horizontalne)
-dugohodne rendisaljke
●bušilice
-jednovretene(horizontalna ili vertikalna)
-viševretene(horizontalna ili vertikalna)
-radijalne
-bušilice za duboko bušenje
-agregatne
-koordinatne bušilice
●glodalice
-horizontalne(univerzalne ili normalne)
-vertikalne
-portalne
●mašine za sečenje
●mašine za provlačenje
●brusilice
●mašine za hanovanje
●mašine za lepovanje
●superfiniš mašine
Posebno je interesantan revolver strug jer omogućava obradu delova sa
više zahvata različitim
alatima:noževima,burgijama,razvrtačima,ureznicima i dr.Svi ovi alati
se preko posebnih držača postavljaju u višepozicioni,obrtni
revolverski nosač alata,koji se naziva revolverska glava(sl.1.30).Obradni
proces se izvodi pojedinačnim ili grupnim zahvatimana taj način
što se revolverska glava obrće i dovodi pojedine alate u radni
položaj saglasno redosledu izvođenja zahvata.
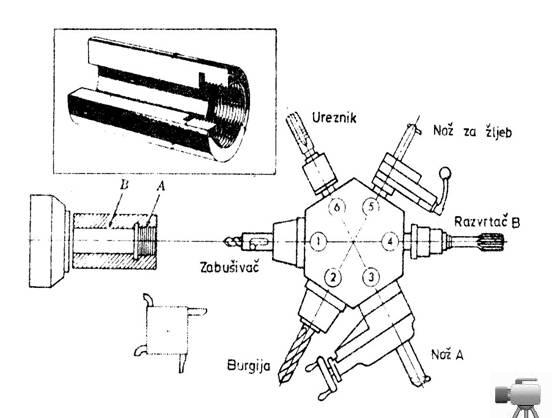
Sl.1.30.Šestostrana revolverska glava sa
alatima za obradu čaure sa navojem
1.9. Pribori
Pribori predstavljaju deo obradnog sistema i služe za stezanje obradka
i alata,obezbeđuju i postavljanje alata i obratka u tačno
određen položaj pre ili u toku izvođenja obradnog procesa,a
obezbeđuju i potrebno vođenje alata u odnosu na obradak.Šire
gledano u pribore se mogu ubrajati i sva pomoćna sredstva koja ne učestvuju
direktno u obradnom procesu već ga potpomažu.Najčešći
u upotrebi su stezni pribori(sl.1.31),podeone glave i sistem pribora za
pozicioniranje.
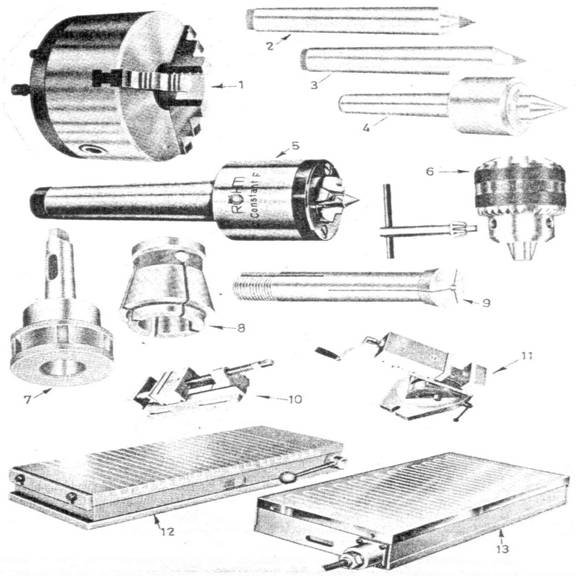
Sl.1.31.Jedan izbor steznih pribora